
电话:180-3600-0842
邮箱:sales@ouco-tech.com
网址: www.ouco-tech.com
地址:江苏省无锡惠山区阳山镇陆区天顺路20号
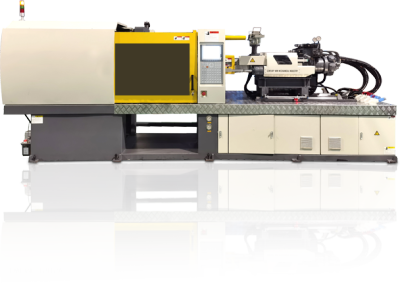
今日,由欧超(无锡)注塑机械设备有限公司为您详细介绍一下注塑机解决塑料管气泡问题?

注塑机厂家认为,在塑料管材挤出过程中,经常会遇到一系列的问题。在胶管表面,除了或许出现裂纹、黑线、云纹等现象外,咱们也或许会在胶管内遇到气泡,在甚麽情况下,胶管内便会有气泡呢?气泡发作在塑料管中,这通常与树脂和助剂的含水量有关。假设湿度太高,塑料管就会发生气泡,就会多孔。
要处理这一问题,只需将质料的含水率控制在合理的范围内,将质料的一般含水率控制在0.3%≤0.5%的范围内。立式注塑机的质料混合时,高速搅拌机只能扫除一部分水。一起,在储存质料时,也应留心堆放地址的选择,特别是在雨季时应愈加留心防止质料的水分。湿润的PVC树脂不能直接用火烘烤,这样就不会使树脂合成,假设需求烘烤,可以事前添加一些稳定剂。在雨季储存几天后,高速搅拌后的物料也可以在运用前烘干。
假如在立式注塑机的塑料管中发现气泡,则模具温度应稍低,挤出速度不应过快以消弭塑料管中的气泡。注塑机的节能上可分为两个部分:一个是动力部分,一个是加热部分。加热部分节能:加热部分的节能大多是采用电磁加热器,节能率约是旧式电阻圈的30%-70%。同时,在成型冷却时,不合适快速冷却,在这种情况下,塑料管也会简单发生气泡。
当然,这只是挤出塑料管发生气泡的首要缘由,但也不扫除其他缘由。这也或许是由于过度曝气或排气不良在熔体中,引起剩余气体在塑料管,所以具体情况是处置!当塑料软管出现焦痕、皱纹时,首要缘由是挤出过程。塑料管材挤出机的螺杆直径为45≤65 mm,长径比为25,紧缩比为3≤4。
在塑料管材挤出过程中,塑料软管的挤出温度一般低于塑料硬管的挤出温度。
假设挤出螺杆的速渡过慢,塑料管表面简单发生波纹,假设有挤出脉动,那么立式注塑机的塑料管就简单出现竹节现象。假设立式注塑机的螺杆速渡过快,塑料管表面与模具之间的摩擦会引起制品表面出现焦痕。因此,螺杆转速可20~40r/min范围内选择。
同样的道理,假设牵引速度太快或太慢,笔直注塑机的塑料管就会横向和纵向收缩,那么表面就简单出现皱纹。注塑机又叫打针成型机或打针机。它是将热塑性塑料或热固性塑料使用塑料成型模具制成各种外形的塑料制品的首要成型设备。分为立式、卧式、全电式。因此,应根据塑料管的不同直径来调整牵引速度。

以上就是由欧超(无锡)注塑机械设备有限公司为您详细介绍的关于注塑机解决塑料管气泡问题的全部内容,如果有任何关于注塑机的问题,欢迎随时前来咨询!